




































工作原理
塑料通过挤出机塑化成均匀的熔体,并在塑化中建立的压力作用下,通过螺杆连续地定温、定量、定压的挤出机头。
一台挤出设备通常由主机(挤出机)、辅机及控制系统组成。 主机:挤压系统、传动系统、加热冷却系统;

(1)挤压系统主要由螺杆和机桶组成,是挤出机关键部分
(2)传动系统主要是驱动螺杆运动,保证工作过程中所需扭矩和转速
(3)加热冷却系统主要是保证物料和挤压系统在成型加工中的温度
辅机:根据制品的种类,辅机组成不一,一般来说,辅机由定型装置、冷却装置、牵引装置、切割装置及制品的卷取或堆放装置等组成;
控制系统:由各种电器、仪表和执行机构组成。
(1)控制主机、辅机的拖动电机,满足工艺所需的转速和功率,并保证二者协调运行
(2)控制主机、辅机的温度、压力、流量和制品的品质
(3)实现整个机组的自动控制
我们一般称由以上各部分组成的挤出装置为挤出机组。
工艺要求
主传动是挤出机的主要组成部分之一,它的作用就是驱动挤出机的螺杆,并使螺杆能在选定的工艺条件下,以必需的转矩和转速均匀的旋转,完成挤出过程。螺杆转速的调节与稳定是主机传动的重要工艺要求之一,转速直接决定了出胶量和挤出速度。
(1)转速稳定;
(2)较强的低频输出力矩;
(3)模拟输入通道可选:电压、电流;
(4)频率范围广,恒功率区运行稳定;
(5)抗干扰性能好;
(6)控制键盘支持外拉,距离10~15米以上保证系统正常工作,不误动作
应用方案
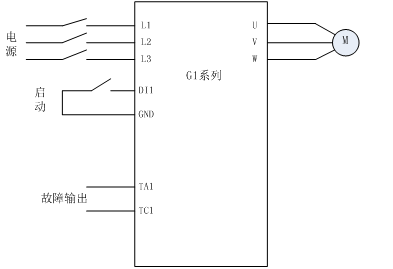
采用G1系列矢量型通用变频器驱动挤出机组螺杆主机,V/F控制,键盘外拉10米左右,键盘电位器调速,外部端子启停,故障信号输出。
系统接线如下图所示:
方案特点
(1)低频输出力矩:在V/F控制模式下,料筒持续给料,变频器始终能够保证螺杆主机正常启动,启动电流在额定电流以下;
(2)抗干扰性能:挤出机组加热冷却系统由很多温控仪表、中间继电器等组成,在系统上电预热过程中,会频繁动作,偶尔会导致变频器显示异常或出现误报警。G1系列凭借良好的EMC性能,在客户处连续使用一星期,未出现任何误报警现象;
(3)键盘外拉10米,显示正常,键盘指令给定和接受正常,无误动作现象出现。
 邮箱:sales@huayuan-elec.com service@huayuan-elec.com
邮箱:sales@huayuan-elec.com service@huayuan-elec.com  传真:0755-23505661
传真:0755-23505661  深圳市宝安区松岗街道沙浦社区松江路6号科创工坊2栋
深圳市宝安区松岗街道沙浦社区松江路6号科创工坊2栋 








